
 Maison
>
produits
>
Profils en aluminium anodisés
>
Maison
>
produits
>
Profils en aluminium anodisés
>
|
| Lieu d'origine | Guangdong, Chine (continent) |
| Nom de marque | HONG YING |
| Certification | ISO9001:2021,ISO14001:2021 |
| Numéro de modèle | Adapté aux besoins du client |
Anodisation :
L'anodisation est une méthode pour former une couche d'à pellicule d'oxyde sur la surface de l'objet ou du produit à l'aide du principe d'électrolyse du C.C et du C.A./du C.C, afin d'augmenter la résistance à la corrosion et rendre l'aspect beau.
Traitement de galvanoplastie :
La méthode de traitement de galvanoplastie est une méthode qui prend l'objet comme cathode et matériel formant le revêtement comme anode, met chacun des deux dans le réservoir avec la solution galvanoplastique, et puis applique le C.C ou le C.A./C.C actuel pour ioniser le matériel formant le revêtement, course de la solution galvanoplastique sur la surface d'objet, et adhère fermement à elle pour former des revêtements de différentes épaisseurs.
Traitement d'infiltration :
Enlevez d'abord la tache d'huile sur le bâti ou le produit avec le liquide de dégraissage, et lavez-ensuite le avec de l'eau chaude chaude à 25 à 30 degrés pour l'isolation thermique. Alors mettez-la dans l'envahisseur, couvrez-et scellez-la, vide à 0,7 à 0,8 PAs, maintenez la température du ℃ environ 65, et injectez alors l'envahisseur préparé dans l'envahisseur. Après huit à dix heures de trempage, l'air comprimé sec sera présenté pour garder la pression dans lui à environ 0,4 PAs, et puis pendant huit à dix heures. En conclusion, conduit et sortir les bâtis ou les produits pour le séchage d'air.
Méthode de pulvérisation extérieure :
La peinture de pulvérisation sur des pièces de fonte d'aluminium ou des composants et des produits d'alliage d'aluminium est d'améliorer leur résistance à la corrosion. Pour des bâtis ou des produits exigeant la bonne résistance à la corrosion, des moulages ou les produits d'aluminium seront anodisés ou chimiquement oxydés avant la pulvérisation. Le but est d'augmenter leur propre résistance à la corrosion et de faire le lien de peinture plus fermement, et balayent l'amorce et puis finissent la peinture.
Grenaillage à écrouissage :
Le bâti d'alliage d'aluminium est mis dans le tambour de la machine de grenaillage à écrouissage et a pulvérisé sur la surface de moulage avec l'écoulement ultra-rapide de tir. Puisque le bâti tourne constamment en même temps, tous ses surfaces sont renforcés par la pulvérisation de projectile.
Méthode de pulvérisation de vide :
Mettez le produit ou le profil à pulvériser dans le puits à dépression de la machine d'électrodéposition de jet comme cathode, prendre le matériel formant le revêtement de jet comme anode, étroitement le puits à dépression et le vide à un certain degré de vide. Utilisez une arme à feu de plasma de haute puissance pour pulvériser le matériel de revêtement de jet dans l'état ionique et déposer lui sur le produit ou le profil comme cathode pour former une couche du revêtement de jet de 2-10 microns, présentez un grand choix de lustre lumineux.
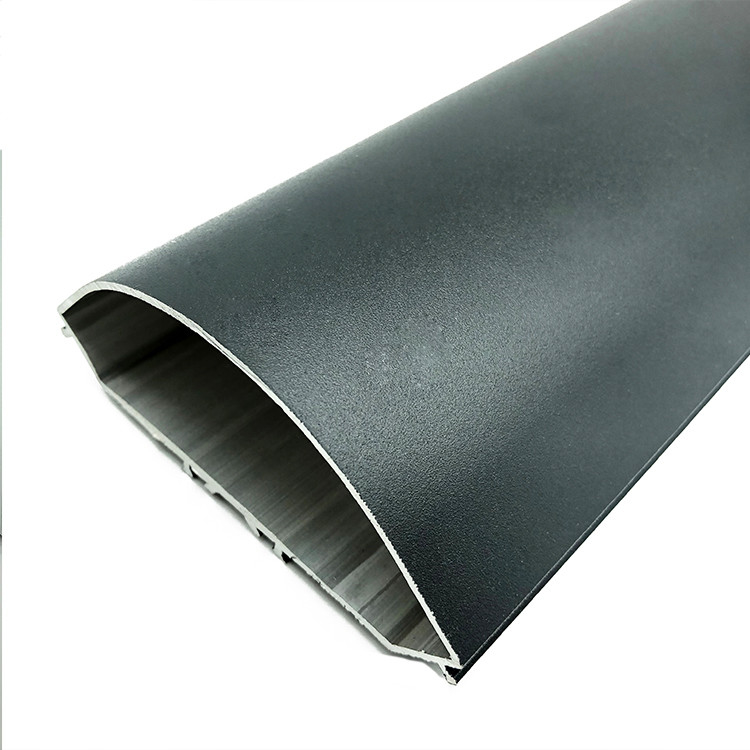
| Description | Le profil en aluminium de cadre en aluminium profond de couleur pour la couleur de pergola a anodisé en aluminium |
| Épaisseur de matériel (t) | t=0.8-2.0 millimètre |
| Materiral | Alliage d'aluminium 6063 |
| Traitement de recuit | T3-T8 |
| Couleur | Champagne, blanc, en bronze argenté, gris, noir, (série de RAL) etc. |
| Préparation de surface | l'électrophorèse, grain anodisé et en bois, a poli et etc. |
| Forme | Pont de coupure, forme de T, place, rond, appartement, ovale, et selon le dessin du client. |
| Longueur | Length=6m normal ou dans l'ordre du client |
| Utilisation | Bâtiment, chaîne de production, décoration, industriel, transport, porte et fenêtre, etc. |
| Paquet |
1. Mousse de coton de perle pour chaque profil ; 2. Enveloppe avec l'extérieur de film de rétrécissement ; 3. Emballé selon la demande de client. |
| Avantages/caractéristiques |
Fournir aux produits colorés divers mécanique représentations pour adapter toutes sortes de styles architecturaux |
(1) cachetage à hautes températures de l'eau.
Cette méthode utilise la réaction d'hydratation d'à pellicule d'oxyde en aluminium et de l'eau pour transformer la membrane amorphe en membrane cristalline hydratée.
La réaction d'hydratation peut être effectuée à la normale et aux températures élevées, mais à températures élevées, particulièrement au point d'ébullition, la membrane cristalline hydratée est un film cristallin très stable et irréversible. Par conséquent, l'à pellicule d'oxyde en aluminium le plus utilisé généralement est préparé par traitement à eau bouillante ou à vapeur.
(2) cachetage des sels inorganiques.
La méthode de sel inorganique peut améliorer la stabilité des colorants de coloration organiques, ainsi elle est employée souvent dans le coloriage chimique.
(3) méthode de scellage organique.
C'est le trempage, trempage ou revêtement de l'à pellicule d'oxyde en aluminium. En raison du coût élevé et de l'augmentation de l'écoulement de processus, il n'est pas facile à utiliser, plus ou plus des deux genres de méthodes mentionnées ci-dessus, et le premier genre d'hydratation à hautes températures est le courant principal.
| Norme nationale d'instrument | GB/5237.2-2008 |
| État de lingot | Norme industrielle mentale non ferreuse YS67-93 |
| Produit chimique d'à pellicule d'oxyde | GB/T3190-96 |
| Classe d'à pellicule d'oxyde | AA10, AA15, AA20 |
| Type extérieur | Matte, à plat |
| Couleurs | Argenté, blanc, en bronze, Champagne |
| Avantage/caractéristiques | Anticorrosion, durable, brillant et décoratif |
Nous avons plusieurs références dans cette industrie venant de nos solutions de qualité, de haut niveau de finition et de gestion des projets.
L'industrie automobile a extrêmement des niveaux élevés quand il s'agit de finition. Elle est tout au sujet de la compréhension du produit de client et de la personnalisation de la ligne de peinture pour adapter le produit.
Contrôle de la ligne
Un point focal pour l'industrie automobile est entièrement contrôle de la ligne d'arrivée et du système en général. Non seulement l'opération de la ligne, mais la collecte de données pour chaque produit passant par la ligne. Il est souvent essentiel d'avoir les données et la documentation précises du produit des différents processus de la ligne.
Nous fournissons les solutions de haute qualité pour la construction de la ligne, et le niveau technique des lignes nous fait un principal fournisseur dans le monde entier. Le contrôle de recette est l'une de beaucoup de caractéristiques nous offrir nos clients.
![]()
1. Là où vous avez l'intention d'employer les profils en aluminium ?
2. Si vous avez le dessin d'estrusion, envoyez-nous et nous développons le moule de correspondance.
3. Quelle couleur vous voulez ou nous dites le style architectural vous aimez.
4. Quantité d'achat. Elle commode nous te donnera le meilleur prix.
Contactez-nous à tout moment

