
 Maison
>
produits
>
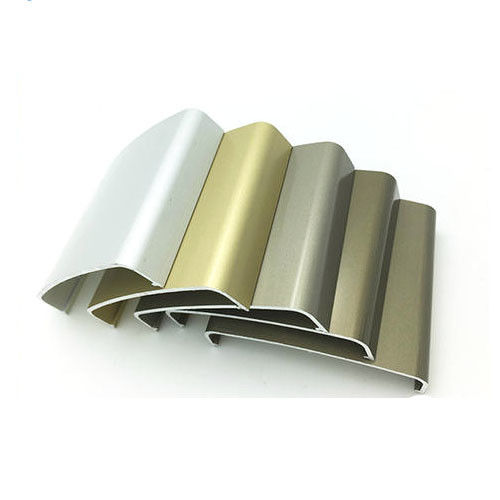
Profils en aluminium anodisés
>
Maison
>
produits
>
Profils en aluminium anodisés
>
|
| Lieu d'origine | Guangdong, Chine (continent) |
| Nom de marque | HONG YING |
| Certification | ISO9001:2015,ISO14001:2015 |
| Numéro de modèle | Adaptez aux besoins du client |
| Description | 6063 T5 T6 ont anodisé les profils en aluminium pour la construction |
| Épaisseur de matériel (t) | t=0.8-2.0 millimètre |
| Materiral | Alliage d'aluminium 6063 |
| Traitement de recuit | T4, T5, T6 |
| Couleur | Argent, Champagne, en bronze, gris, noir, (série de RAL) etc. |
| Préparation de surface | soufflage de sable, électrophorèse, grain anodisé et en bois, poli et etc. |
| Forme | Pont de coupure, forme de T, place, rond, appartement, ovale, et selon le dessin du client. |
| Longueur | Length=6m normal ou dans l'ordre du client |
| Utilisation | Bâtiment, chaîne de production, décoration, industriel, transport, porte et fenêtre, etc. |
| Paquet |
1. Mousse de coton de perle pour chaque profil ; 2. Enveloppe avec l'extérieur de film de rétrécissement ; 3. Emballé selon la demande de client. |
| Avantages/caractéristiques |
Fournir aux produits colorés divers mécanique représentations pour adapter toutes sortes de styles architecturaux |
Comme nous le savons, même si la surface des produits en aluminium n'est pas traitée, une couche mince d'à pellicule d'oxyde naturel sera formée. Cette couche d'à pellicule d'oxyde est mince et douce, et sa résistance à la corrosion est pauvre. Elle ne peut pas effectivement protéger les produits en aluminium dans l'environnement corrosif. Afin de poursuivre meilleur, des produits plus durables et plus beaux, il est nécessaire de faire la préparation de surface pour les produits en aluminium. Parmi eux, l'oxydation anodique et l'oxydation sont très utilisées.
Le principe du traitement d'oxydation anodique du profil en aluminium est d'employer le profil en aluminium placé en électrolyte comme anode pour former le film d'oxydation sur sa surface par électrolyse. Avec l'augmentation du temps de réaction, les changements de couleur de l'obscurité de s'allumer, qui peut produire un grand choix de couleurs.
La couleur d'à pellicule d'oxyde est riche, qui peut être publicité discrète de luxe ou de haut-clé. Notre société peut choisir les types de coloration adaptés aux besoins du client selon les exigences de clients, et les types de coloration de anodisation utilisés généralement sont le flocon de neige blanc et oxydé argenté blanc et lisse argenté, en bronze, titanique, sablant le polissage (profil d'alliage 6463a d'aluminium) et ainsi de suite.
1. Léger et de haute résistance
Le matériel d'alliage d'aluminium est la section composée de mur mince, facile à utiliser, moins de poids, et la section a une résistance à la flexion plus élevée, les portes et Windows utilisant l'aluminium a la petite déformation, durable.
2. Bonne représentation hermétique
La propriété de scellement est l'index important de représentation de la porte et la fenêtre, comparé à la fenêtre en bois commune de door& et la fenêtre en acier de door&, la représentation meilleure de door&windowhas en aluminium de l'étanchéité d'air, de l'étanchéité de l'eau et de l'isolation acoustique.
résistance 3.Strong à la corrosion, facile à utiliser et entretien
Les portes en aluminium et le Windows ne se rouillent pas, ne se fanent pas, et la surface n'a pas besoin d'être peinte, et les coûts de maintenance sont bas.
4 : Rigidité, fort de haute résistance et bon et durable
5. Valeur élevée
Dans l'ingénierie de construction de décoration, particulièrement pour les gratte-ciel et l'ingénierie à haute teneur de décoration, si de l'opération d'effet et de climatisation d'ornement et de l'entretien annuel intégrait l'équilibre, la valeur d'utilisation des portes et des fenêtres en aluminium est meilleure que d'autres sortes.
6. Non fané, facile à maintenir
Les portes et le Windows en aluminium n'ont pas besoin d'être peints, et la surface n'a pas besoin d'être réparée.
7. Léger et flexible ouverts et étroits, silencieux
8. Aspect attrayant, un grand choix de couleurs disponibles
La technologie de préparation de surface du profil en aluminium peut satisfaire les personnes différentes avec différents besoins esthétiques.
Traitement :
①La surface de contact de la bretelle sera propre poli avant que le profil soit chargé, et le matériel sera chargé selon le nombre standard. La formule de calcul est comme suit : le nombre de morceaux de alimentation = seul secteur standard de profil de courant de × actuel et standard de densité
②Le principe pour la considération du nombre de branches sur des étagères :
A. Le taux d'utilisation de capacité de machine de silicium n'est pas plus de 95% ;
B. La densité de courant est 1.0-1.2a/dm ;
C. L'espace nécessaire entre la forme de profil et les deux profils est réservé ;
③Calcul de temps d'oxydation : temps d'oxydation (t) = épaisseur de film K · la densité de courant K est constante d'électrolyse, prennent 0.26-0.32, unité de t est minutieuse ;
④Il doit être mis sur l'étagère selon le nombre de morceaux spécifiques dans la table du secteur de profil et le nombre de morceaux dans la rangée supérieure ;
⑤Afin de faciliter le drainage et l'échappement, l'empaquetement supérieur devrait être incliné, avec une inclination de 5 degrés ;
⑥Les deux extrémités peuvent être de 10-20 millimètres au delà de la tige de conduite, et le maximum ne devrait pas être plus de 50 millimètres.
3, processus de polissage de basse température
①La concentration de l'agent de polissage à basse température dans le réservoir de polissage à basse température devrait être commandée comme 25-30g/L d'acide total, et la concentration minimum devrait être ≥ 15 g/l ;
②La température du bain de polissage ne devrait pas être plus basse que le ℃ 20 et le temps de polissage devraient être 90-200s ;
③Le support est incliné. Après l'égouttement du liquide résiduel, il est rapidement mis dans le réservoir d'eau propre pour le rinçage. Après deux fois du lavage de l'eau, il est rapidement mis dans le réservoir d'oxydation pour l'oxydation. Le temps de séjour dans le réservoir ne devrait pas être plus de 3 minutes ;
④L'agent de polissage à basse température ne devrait pas être traité d'autres manières avant le polissage, et l'autre liquide de bain ne devrait pas être introduit dans le bain de polissage.
4, procédé d'enlèvement d'huile ;
①La réaction a été effectuée dans la solution acide à la température ambiante pendant 2-4 minutes, et la concentration de H2SO4 était 140-160 g/l ;
②Après que le support soit incliné pour s'égoutter le liquide résiduel, mettez-le dans le réservoir d'eau propre pendant 1-2 minutes.
5, givrant le processus (gravure à l'eau-forte acide)
①Après enlèvement d'huile, nettoyez dans le réservoir d'eau propre et puis entrez dans le réservoir de gravure à l'eau-forte acide ;
②Paramètres de processus : concentration nh4hf4 30-35 g/l, ℃ de la température 35-40, pH 2.8-3.2, temps de gravure à l'eau-forte acide 3-5 minutes ;
③Après que l'achèvement gravure à l'eau-forte acide, il soit lavé deux fois avant d'entrer dans le réservoir gravure à l'eau-forte d'alcali.
6, procédé de lavage d'alcali
①Paramètres de processus : NaOH libre 30-45 g/l, alcali total 50-60 g/l, g/l etchant d'alcali 5-10, Al3 + 0-15 g/l, ℃ de la température 35-45, alcali de sable gravant à l'eau-forte le temps 30-60 s ;
②Le support est incliné, et après l'égouttement de la solution, il est rapidement mis dans le réservoir d'eau propre pour le nettoyage ;
③Vérifiez la qualité extérieure après nettoyage, quand il n'y a aucune corrosion, des débris, phénomène de surface de condensation, vous peut écrire le processus de lumière.
7, technologie luminescente
①Paramètres de processus : Concentration H2SO4 160-220 g/l, g/l appropriés g/L-100, température ambiante de la température, temps ou 50 de HNO3 léger 2-4 minutes ;
②Après que le support soit incliné, le liquide résiduel est rapidement mis dans le réservoir d'eau propre pendant 1-2 minutes, et a alors mis dans le deuxième réservoir d'eau propre pendant 1-2 minutes ;
③Après avoir deux fois nettoyé, maintenez le fil en aluminium sur le cadre obligatoire pour assurer le bon contact pendant l'oxydation. Maintenez les fils en aluminium à une extrémité du cadre obligatoire avec les matériaux communs, et maintenez les fils en aluminium aux deux extrémités du cadre obligatoire avec des matériaux de coloration et des matériaux électrophorétiques.
8, processus d'oxydation
①Paramètres de processus : La concentration H2SO4 160-175 g/l, Al3 + ≤ 20 g/l, la densité de courant 1-1.5 A/DM, la tension 12-16 V, ℃ de la température 18-22 de réservoir d'oxydation, puissance à l'heure peut être obtenue selon la formule de calcul. Les conditions d'à pellicule d'oxyde : 3-4 μ blanc argenté m, μ blanc m, μ M du sable 4-5 de l'électrophorèse 7-9 ;
②Le cadre d'anode devrait être mis dans la base conductrice sans à-coup. Quand le profil n'est pas en contact avec le plat de cathode, il peut être électrifié pour l'oxydation ;
③À la fin de l'oxydation, soulevez la tige d'anode à partir de la surface liquide, incliner et s'égoutter le liquide résiduel, et transférez-la au réservoir d'eau propre pendant 2 minutes ;
④Pour des profils non colorés, ils peuvent entrer dans le réservoir d'eau secondaire à sceller.
9, procédé de coloration
①Paramètres de processus : SnSO4 5-6G/L ; NiSO4 16-18g/L ; colorant 9-12g/L ; acide libre 17-20g/L ; valeur du pH = 0.8-1.2 ; ℃ de la température 19-21 de bain ; la tension de coloration devrait être inférieure que la tension d'oxydation, celle est 14-16v ; habituellement s'ajoutant selon le rapport suivant : SnSO4 : NiSO4 = 1:1 ; additif de coloration : SnSO4 = 1:1
②Les produits de coloration peuvent seulement être attachés par rangée simple et à deux lignes. La distance entre les produits est égale ou plus grande qu'à la largeur de la surface correspondante de deux produits similaires. Généralement, la largeur de deux doigts est égale ou plus grande qu'à la largeur de deux doigts une fois mesurée par des doigts. L'attache doit être serrée et ferme, et seulement des nouvelles lignes peuvent être employées ;
③La température de bain d'oxydation doit être commandée au ℃ 18-22 pour assurer l'épaisseur de film uniforme et la structure fine ;
④Le secteur de coloration d'oxydation de chaque rangée des produits colorés devrait être fondamentalement identique ;
⑤Après la coloration, soulevez le support à l'inclinaison, rivalisez avec le plat de couleur, et entrer dans alors le réservoir d'eau propre pour nettoyer après avoir rempli les conditions, autrement, pour essayer de traiter les conditions suivants ;
A. Si la couleur est légère, entrez dans le réservoir de coloration encore, et appuyez sur le commutateur de couleur de suffisance pour colorer pendant aucune plus de 2 minutes ;
Si la couleur est profonde, elle devrait être mise dans le réservoir d'eau correspondant du réservoir d'oxydation pour se faner, ou accrochez dans le ciel jusqu'à ce qu'il soit idéal ;
B. Après oxydation, le produit peut entrer dans le réservoir de coloration seulement après trois fois ou plus du lavage de l'eau de s'assurer que le pH du dernier réservoir de lavage de l'eau est supérieur ou égal à 5 ;
⑦On l'interdit d'imbiber les produits colorés dans le réservoir d'eau pendant longtemps après oxydation. Généralement, le temps de trempage ne devrait pas être plus de 3 minutes ;
⑧Après que le produit entre dans le réservoir de coloration, il devrait d'abord être sans électricité, imbibe pour environ 1 minute, et puis commence à colorer avec l'électricité. Après les débuts de procédé de coloration, la tension de coloration devrait être de façon constante augmentée à 14-18v dans environ 30s, et alors la tension devrait être gardée sans changement jusqu'à ce que la coloration soit de finition ;
⑨Essayez d'éviter de colorer des produits de différents variétés et groupes sur la même étagère ;
⑩Après coloration, l'après traitement peut seulement être effectué après le deuxième lavage de l'eau. Le pH du lavage de l'eau devrait être commandé, le premier ≥ 2 de pH et le deuxième ≥ 5. de pH.
10, technologie de scellage
①Le profil d'oxydation est mis dans la piscine de scellage pour sceller le film poreux, afin d'améliorer la résistance à la corrosion de l'à pellicule d'oxyde ;
②Paramètres de processus : la température de scellage commune : 10-30 ℃, temps : 3-10 minutes, ph5.5-6.5, agent de scellage : 5-8 g/l, ion de nickel : 0.8-1.3g/l, ion de fluor : 0.35-0.8g/l ;
③Après le cachetage de trou, le cadre coudé est soulevé et incliné. Après trou le liquide d'isolement est égoutté, le cadre coudé est transféré au réservoir d'eau propre pour nettoyer pendant deux fois, une minute chaque fois. Alors le profil est soufflé sec, enlevé, et air sec pour l'inspection et l'emballage.
![]()
1. Là où vous avez l'intention d'employer les profils en aluminium ?
2. Si vous avez le dessin d'estrusion, envoyez-nous et nous développons le moule de correspondance.
3. Quelle couleur vous voulez ou nous dites le style architectural vous aimez.
4. Quantité d'achat. Elle commode nous te donnera le meilleur prix.
Contactez-nous à tout moment

